No AI Generated Content
Introduction: Global Supply Chain Management
Get free samples written by our Top-Notch subject experts for taking online assignment help services.
In terms of worldwide market share, Toyota is one of the major automobile brands. Automobile industry leader Toyota is renowned for its innovative production processes. In order to assemble each car, the company imports thousands of parts from vendors across the globe. Since its inception, the company has maintained a constant working relationship with its suppliers. Suppliers have also become important and trusted allies. An extensive global supply chain network might be challenging to maintain (Al-Doori, 2019). In addition, the brand has implemented various rules targeted at improving relationships with suppliers and increasing accountability among its supply chain participants. A well-managed supply chain is essential for success in the automotive business, where competition has become fierce. Besides the prompt access to raw materials, businesses also need to maintain a strong relationship with suppliers in order to assure a constant supply (Attaran, 2017). As one of the finest in the business, Toyota’s supply chain procedures have been extensively praised.
Production at Toyota is done in close cooperation with suppliers. Suppliers and Toyota’s internal and external divisions work together to execute improvement strategies. The manufacturing method is more complex as a consequence (Bhuyan, n.d). Using Monuzukuri, Toyota aims to create more affordable, high-quality goods. Toyota’s separate departments form a cross-functional team with vendors, oriented to part-based collaboration. Genchi Genbutsu, or on-site experience, is the name given to the sketching and manufacturing processes that run simultaneously. Toyota’s supply network is also known for its resilience to crises. Toyota has been able to successfully coordinate various activities. Alignment of this type promotes both agility and efficiency. As far as Toyota’s supplier selection is concerned, the company has left its doors open to everyone. All applicants must meet the company’s quality and efficiency standards, regardless of their origin or language.
Toyota’s supply chain collaborators are selected based on characteristics such as performance, excellence, innovation, cost-effectiveness, and punctuality (Jackson, 2011). Suppliers are chosen solely on the basis of commercial reasons. The brand assesses its suppliers’ overall competencies, including their technological skills and delivery dependability. Worldwide, the Toyota Production System (TPS) is utilized as the cornerstone for the “lean” concept. In order to maintain supply chain efficiency, Toyota’s TPS methods and concepts extend far beyond the manufacturing boundaries to cover the wider supply chain aspects.
Figure 1: Toyota
2. Critical Evaluation of Supply Chain Management Practices at Toyota Through Theoretical Material
2.1 Theoretical EXPLANATION
2.1.1 V4L Principles
The v4L learning principles are unified across all Toyota supply chain management procedures to methodically emphasise the v4L stability:
Variety: They meticulously choose all varieties in order to strike a balance between market conditions and production performance Cortiglioni, Salcerini and Verga, 2020). When making decisions on variety, all parties in the supply chain must be taken into account because of the influence of a wide assortment on customer demands and process and supply chain expenses. Supply chain design decisions based on variety have an influence on all members, in a certain way. When choosing a variety, feedback loops are essential to ensuring that the variety picked is the greatest fit for the current market.
Velocity: Flow velocity is the next essential notion, and it reflects itself in all supply chain activities (Jackson, 2011). Capacity planning may be coordinated across the supply chain when a constant flow is maintained. Rate-based planning is central to all of the system’s planning procedures.
Variability: Execution of individual operations reduces order or delivery variability across the supply network. All supply chain processes may function with low inventories when variability is reduced (Guan et al., 2020). As a result, price reductions and quality improvements may be made continuously. Supply chain performance is sustained by a confluence of variety, velocity, and variability.
Visibility: The use of the proper measurements and the need that a consensus is established before plans are modified guarantee that all procedures are transparent (Cortiglioni, Salcerini and Verga, 2020). Performance measures at Toyota weigh outcomes 50 per cent and procedure adherence 50 per cent, respectively. It is therefore important to recognize short-term accomplishments as well as proper practices. Adjustments are planned and deliberate, the pace is sustained, diversity is synchronized to demands and variability is reduced with such a strategy. Continuous learning and feedback are made possible through visibility, which ensures that procedures are carried out in accordance with market demands.
2.2 Illustration of the Company supply Chain Process
Supply chain management is the most important aspect of the automobile manufacturing sector. 15 per cent of steel, 75 per cent of rubber, and 25 per cent of glass are used in the automobile sector (Karimi Gavareshki, Nazari Rostami and Hosseini, 2019). As a source of raw materials, the sector consumes 40 per cent of the world’s yearly oil production. This is a moment of change for the automobile industry’s supply chain management system. Managing supply and requirements from the first chain: raw resources, to the last chain: vehicle purchasers, is a circle that the manufacturer must navigate in order to succeed.
The supply chain in the automobile sector is a complicated process that involves numerous chains that are connected together to build a full supply chain from the consumer back to the multiple suppliers.
2.2.1 Physical Components of The Supply Chain at Toyota
The suppliers of Toyota: Vendors sell parts and components that are later built into automobiles (Saban, Mawhinney and Drake, 2017). Tier 1 vendors ship these parts via inbound logistics. They manufacture parts and transport them immediately to the assembly facility. Vendors have suppliers of their own, which are classified as tier 2, tier 3, etc. Additional complexity is added by the fact that Toyota’s suppliers are situated in different areas of the world.
Inbound logistics: Parts are transported to assembly facilities once they have been created by suppliers within a certain period of time, a process is known as “inbound logistics”. In order to transport the overseas parts coming from Japan by rail, the first step is to export them by ship (Choudhary et al., 2018). An assembly factory uses this rail car to dump a container into a lorry, from whence it is transferred to the manufacturing dock. Local vendors, on the other hand, supply the parts via specialized logistics partners, leveraging vehicles. Toyota is responsible for all aspects of inbound logistics, including clustering vendors based on proximity.

Figure 2. Physical Components of The Supply Chain at Toyota
Production process: Each vehicle’s body is built on a different section in a conventional manufacturing site (Chen, Palma and Reyes, 2019). As for the stamping, it is done by pressing at the stamping business, while the structure and body are made in the body shop. Afterwards, the cars are taken to a painting studio, where the external body is painted to finish them off. In the final installation, the parts given by the vendor are integrated to construct the completed car, which is then driven off. Afterwards, gasoline is supplied to the car, and it’s driven off the production line. This is followed by a series of quality assurance and concluding assessments.
Outbound logistics at Toyota: Logistics in the outbound direction is the act of transporting products from a manufacturer to a retailer for sale. Transportation of automobiles might be done via railcars or trucks (Kerber and Dreckshage, 2017). A railroad car transports the goods to Toyota dealers before they’re loaded onto lorries for distribution in a Toyota approach. Also, in Europe, when a major river needs to be crossed, ships are often employed for distribution. The “marshalling yards” are where the cars are located. Three primary responsibilities are fulfilled in marshalling yards, according to the Toyota Production system, accessories fitting, ultimate value assurance check and staging cars for delivery.
Dealers: In the Toyota supply network, dealers are crucial since they represent Toyota to consumers and are also accountable for sales. Aside from their own importance, they are also essential because they have a significant impact on the consumer experience (Alvim and Oliveira, 2020). The original car performance and the selling procedure are evaluated for consumer satisfaction. Customers must be happy with both the car and the purchase experience. Dealers only take automobiles during business hours, not during client engagement times. Therefore, the timing of the distribution of cars is very crucial.
3. Backward and Forward Growth and Any Associated Supply Chain Risk of The Organization
-
Vertical Integration: Without being totally outsourced, Toyota has selected its own path, relying on vertical integration. When it comes to materials, safety, and economic position, Toyota closely monitors every move its vendors make (Priyadi and Takahashi, 2018). Toyota is not hesitant to invest a deal of time and resources to assure their effectiveness and existence. Toyota and Johnson Controls collaborated in the 1980s to produce seats. As a result, Toyota did not entirely give up their work, but instead improved manufacturing methods, rearranged manufacturing lines, and reduced inventory as well.
- Horizontal Integration: At the present time, Toyota plans to make Daihatsu a market leader by focusing on developing markets for compact cars, recognizing that entry-level car markets are broadening driven by economic advancement and that vehicles have become smaller due to environmental and traffic considerations (Cadran, 2019). Toyota’s control over Daihatsu which currently owns 51.2 per cent, is expected to better exploit the lower-cost brand and more readily integrate Toyota’s next-generation technology. Buying Daihatsu will help Toyota’s position in growing Asian markets in the long run.
- Supply Chain Risk: The spread of Covid-19 might be the most important global economic catastrophe in decades, with rippling impacts on the automobile market and supply chain that could last for coming years (Blanchard, 2021). This may require all levels of OEMs and suppliers to reconsider the supply chain assembly model, from procurement of raw materials to final product manufacturing, as well as everything in between. Government limitations on travel, interruptions in the supply chain, and a decline in sales led Toyota to cease manufacturing.
4. Practices for Survival and Loss Mitigation
-
Kinaxis Rapid Response to manage its supply chain: In current developments, Toyota has stated that it would be using Kinaxis Rapid Response to manage its supply and demand (Rouault, 2021). A cloud-based supply chain management technology from Kinaxis will replace Toyota’s conventional scheduling methods in order to unite the company’s worldwide demand and supply strategy, sales and manufacturing departments, as well as effectively, manage automobile and unit volumes. How the car industry gets its products to consumers will be more influenced by technologies. For example, software innovation and digitalization are expected to equalise for vehicle manufacturers and distributors, while DDSC has the potential to reduce inventory by 15 per cent (Soliman, 2017). Toyota demonstrates its understanding of how e-commerce has impacted supply chains, revenue, and operations by implementing a demand planning management solution like Kinaxis. When it comes to understanding and meeting consumer requirements, Toyota might benefit from Kinaxis.
-
R&D Investment for Company’s Own Supply Capacity: Other than the technological aspects, Toyota also focuses on the relationship with its supply partners. Like other Japanese automakers, Toyota also significantly relies on outsourcing. Toyota outsources 70% but still keeps the knowledge streaming sufficient to be ready for any future boundaries (Soliman, 2017). But after the Covid-19 pandemic, the company needs to focus on the localization of its suppliers so that the disruptions due to restrictive global movements do not hamper the entire process of the supply chain for the company. Another best solution for the company is to develop a separate R&D department dedicated to insource capacity enhancement to be equipped for different barriers.
5. Recommendations for Maintaining Three Pillars of Sustainability
For more than 50 years, Toyota has been making cars in order to improve the quality of life for its employees, customers, and the community at large. As always, the Five Fundamental Principles of Toyoda, which represent the founder’s philosophy, have been at the core of the company’s commercial activities (Rouault, 2021). As a result of Toyoda’s Five Main Principles, every Toyota Group firm has adopted corporate principles and conduct standards for workers. When Toyota transforms itself into a mobility firm, it will supply all types of services while maintaining its social, ecological and economic obligations.
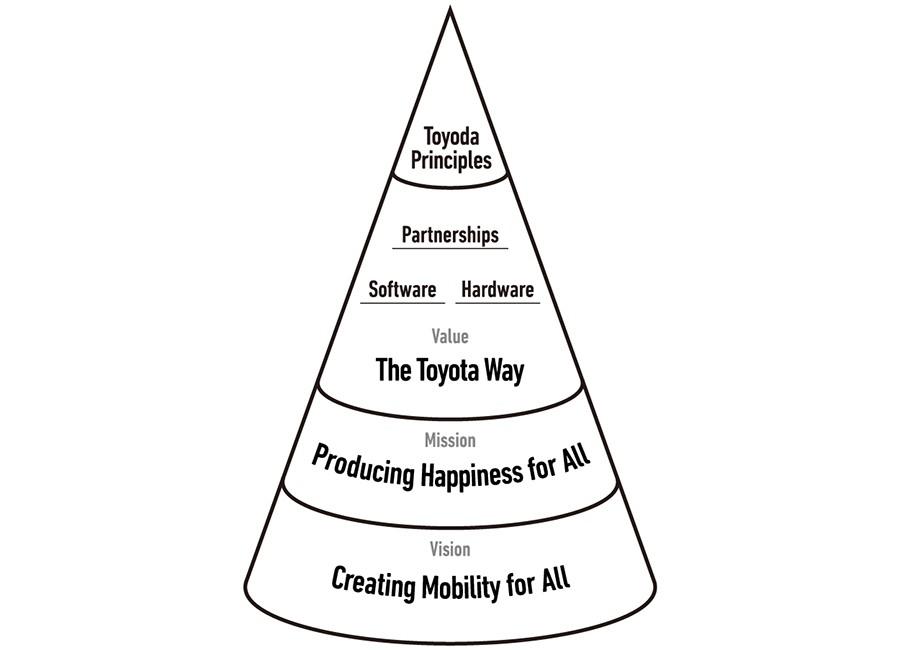
Figure 3: Toyota Principle
Economic Sustainability: For a company like Toyota, maintain the economic balance of the society is a crucial attempt that will lead to the economic sustainability of the society. Toyota being a globally dominant company has been prioritizing the well-being of its employees, suppliers and other internal as well, as external stakeholders. After the pandemic in 2020, the economic pressure has been widened globally (Blanchard, 2021). The manufacturing sector has been disrupted by the constant lockdowns and restrictions on any type of movement. This has significantly hampered the economy for both the company and the people associated with the company operations. For a brand like Toyota, it is extremely important to make sure that they have consistent support to its local as well as international employees and suppliers. In order to deal with the present global scenario after the pandemic, the company can invest in sustainable supply chain practices (Cadran, 2019). Toyota should procure resources for immediate financial assistance for its manufacturing labours which will enhance their confidence in the company and will ensure that the production capability is not lost.
It will standardize the living quality of the domestic as well as internally spread labours working in various Toyota units. It will enable the brand to keep its manufacturing projects consistently moving and mitigate the issues related to the barriers of pandemics (Guan et al., 2020). It will help the company to also maintain its revenue flow properly without disrupting its production processes. Toyota can also emphasise outsourcing from comparatively smaller vendors rather than focusing on sophisticated supply chain partners. Especially in the developing nations where small suppliers might get the opportunity to enhance their employment rate.
Social Sustainability: The focus on localised supply chain partners will allow the company to enhance the contribution to social sustainability as the company will assist the small vendors to increase their social positions (Cortiglioni, Salcerini and Verga, 2020). After the pandemic, suppliers and labours of the developing nations have been facing massive financial as well as a social shift which has been affecting their lies and societal standpoint negatively. Toyota can help these people to get back their societal footing positively through their rational approaches.
Environmental Sustainability: The incorporation of innovative features is the best way for Toyota to increase environmental sustainability. Vehicle weight reduction is a key factor in reducing fuel consumption and emissions. Toyota has made most of this opportunity, they have designed the process by examining how and where weight might be conserved. The components themselves are also scrutinised for ways to make them lighter without compromising quality (Chen, Palma and Reyes, 2019). Other than this factor, the process and importance of recycling after the life cycle f a car needs to be conveyed to the customers and Toyota should take an adequate approach to make sure this can be introduced within 2030. The company should launch its recycling units across the globe where the company operates. It will reduce the impact on the environment and ensure ecological sustainability.
Conclusion
The supply chain process of Toyota can be considered as profoundly relevant and propitious in the current market scenario of the global automotive sector. From the above-discussed aspects, different ideas can be drawn with an intense focus on some of the solutions which are rationally developed to maintain the growth of the company across the global market. The relationship between the supply chain process and sustainability has been formed in an integrative manner to provide critical insight regarding the subject. In a nutshell, it can be observed that Toyota has been following a cohesive approach when it comes to the supply chain method and maintenance of sustainable performance.
References
Al-Doori, J.A., 2019. The impact of supply chain collaboration on performance in automotive industry: Empirical evidence. Journal of Industrial Engineering and Management, 12(2), pp.241-253.
Alvim, S.L. and Oliveira, O.G., 2020. Lean Supply Chain Management: a lean approach applied to distribution–a literature review of the concepts, challenges and trends. Journal of Lean Systems, 5(1), pp.85-103.
Attaran, M., 2017. Additive manufacturing: the most promising technology to alter the supply chain and logistics. Journal of Service Science and Management, 10(03), p.189.
Bhuyan, A.H.M.M.I., Toyota’s Supply Chain Management: Supply Chain Optimization and Theoretical Applications in Practices. In MESSAGE FROM THE CONFERENCE CHAIRS (p. 230).
Blanchard, D., 2021. Supply chain management best practices. John Wiley & Sons.
Cadran, H., 2019. Integrated Supply Chain and Inventory Management System at Raytheon (Doctoral dissertation, Worcester Polytechnic Institute).
Chen, C.K., Palma, F. and Reyes, L., 2019. Reducing global supply chains’ waste of overproduction by using lean principles: a conceptual approach. International Journal of Quality and Service Sciences.
Choudhary, S., Nayak, S.K., Malik, A. and Singh, D., 2018. Important Issues in Supply Chain Management and Development.
Cortiglioni, S., Salcerini, L. and Verga, D., 2020. Toyota Methods and Operating Models: Achieve Business Success with the Toyota Way. Kogan Page Publishers.
Guan, D., Wang, D., Hallegatte, S., Davis, S.J., Huo, J., Li, S., Bai, Y., Lei, T., Xue, Q., Coffman, D.M. and Cheng, D., 2020. Global supply-chain effects of COVID-19 control measures. Nature human behaviour, 4(6), pp.577-587.
Jackson, A., 2011. Lean Manufacturing Initiatives: Are Small & Medium Enterprises Missing Out?. Available at SSRN 2424588.
Karimi Gavareshki, M.H., Nazari Rostami, A. and Hosseini, S.J., 2019. Overview of the supply chain of complex industries related defense in the world. Iranian Journal Of Supply Chain Management, 21(62), pp.57-72.
Kerber, B. and Dreckshage, B.J., 2017. Lean supply chain management essentials: a framework for materials managers. CRC Press.
Priyadi, L. and Takahashi, Y., 2018. The Dynamics of the Toyota-Astra Hybrid Structure Partnership. Institutions and Economies, pp.85-122.
Rouault, G., 2021. Sustainability Marketing and The Toyota Way. Papers of the Research Society of Commerce and Economics, 61(2), pp.327-344.
Saban, K., Mawhinney, J.R. and Drake, M.J., 2017. An integrated approach to managing extended supply chain networks. Business Horizons, 60(5), pp.689-697.
Soliman, M., 2017. A comprehensive review of manufacturing wastes: Toyota production system lean principles. Emirates Journal for Engineering Research, 22(2), pp.1-10.